
Egy másik osztályozás
Egyesek számára speciális típusú elemeket készítenek. Mi az a speciális karima? Ezek ugyanazok a hardverek, de annak érdekében, hogy egyes dolgok kényelmesek legyenek, kialakításukat kissé módosítják. Hegeszthetők, lazák, öntöttek, menetesek is. Csak rájuk vágnak hornyokat vagy hegesztenek rá kinyúlásokat. Gyártásukhoz először speciális rajzokat dolgoznak ki és öntik a formákat. Az ilyen hardvereket a vállalkozások megrendelésére készítik.
Távolról a hatalmas és hosszú fővezetékek (gáz, víz, olaj, gőz) szilárd és folyamatos vonalaknak tűnnek. De érdemes közelebb kerülni, és a csövek ízületei észrevehetővé válnak. Itt válaszolunk arra a kérdésre, hogy mi a karima. Különbözőek: kerek és szögletes, acél lapos hegesztésű vagy acél gallér peremek. De mindez nagyon fontos a csővezetékek biztonságának biztosításához.
Karimagyártás
Különféle acélminőségeket használnak a gyártáshoz: 13XFA, 20 / 09G2S, 12X18H10T, 15X5 M és mások. Ezenkívül lehetnek acélok vagy rozsdamentesek. Az alkalmazott technológia más. A gyártók kovácsolást, bélyegzést, öntést használnak. Minden módszerhez speciális felszerelést és nyomtatványokat használnak. Termékeik kiadásakor a gyártók gondosan ellenőrzik a minőségüket. Speciális teszteket alkalmazva munkájuk során a Minőségellenőrzési Osztály munkatársai ellenőrzik őket szilárdságuk és megbízhatóságuk szempontjából. A peremek nedvességállóságát is tesztelik.
Ami? Mivel kötőelemek és részt vesznek a vízzel érintkezésbe kerülő fém alkatrészek összekapcsolásában, fontos, hogy ne korrodálódjanak. Ezért vízálló fémötvözeteket használnak.
A gyártók gyakran egy további védőréteggel borítják a karima felületét.
Vetítési magasság
Ha megnézi egy acél karima rajzát, akkor annak több paramétere van, beleértve a kiemelkedés magasságát. H és B betűkkel jelöli, minden típusú termékben mérhető, kivéve azt, amelyiknek egy lapos ízülete van. A következőkre kell emlékezni:
- a 150 és 300 nyomásosztályú modellek kiemelkedési magassága 1,6 mm;
- a 400, 600 900, 1500 és 2000 nyomásosztályú modellek vállmagassága 6,4 mm.
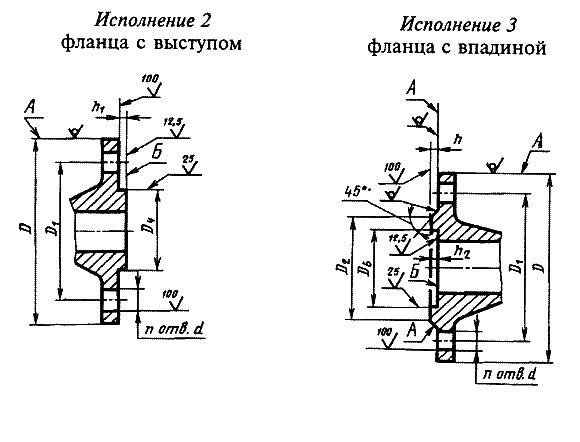
Párkány és depresszió
Az első esetben az alkatrészek beszállítói és gyártói figyelembe veszik a kiemelkedés felületét, a második esetben a kiemelkedés felülete nem szerepel a megadott paraméterben. Részben brosúrákban ezeket az ábrákat hüvelykben lehet megadni, ahol 1,6 mm 1/16 hüvelyk és 6,4 mm ¼ hüvelyk.
Üzemi nyomás
Ez az a nyomás, amellyel folyadékot (gázt, gőzt stb.) Szállítanak a rendszeren keresztül. Következésképpen, minél nagyobb az üzemi nyomás a rendszerben, annál nagyobb szilárdsági jellemzők szükségesek a kötőelemek kiválasztásához. Viszont a kötőelemek szükséges szilárdsági jellemzőit az anyag megfelelő megválasztása, a hőkezelési módok stb. Biztosítják. Így -40 és +400 ° C közötti hőmérséklet-tartományban és 100 kgf / cm2 nyomásig ajánlott a 35 acél kötőelemek használata, míg a nyomás 200 kgf / cm2-ig történő növeléséhez 20X13 acélból készült kötőelemek használata szükséges.
Szimbólumok, amelyekkel tisztában kell lenni a karimák kiválasztásakor
Mivel a csöveknek és a karimáknak saját tervezési jellemzőik vannak, a szerelvények kiválasztásakor figyelni kell rájuk. A karimák jelölésének helyes értelmezéséhez ismernie kell a következő kifejezéseket:
- DN (névleges furat) - ez a jelölés jelzi a belső átmérőt, például a csövek, karimák, szelepek stb.
Fontos tudni! Ha a lapos karimák belső átmérője 100, 125, 150, akkor a mérethez hozzáadjuk az A, B, C rövidítést, amely a külső átmérő különbségét jelzi.
- A sor a rögzítő furatok közötti középtávolság. Bármelyik hegesztőkarimának két szabványos mérete van - az "1" és a "2" sor (jelölések hiányában ez az alapértelmezett méret).
- A névleges nyomás az a nyomás a rendszerben, amelynél a csővezetékek teljes működése biztosított, szivárgások és repedések nélkül. A karimák méretétől és anyagától függően a nyomásértékek változhatnak.
Tanács! A választás során nem csak a csövek átmérőjét kell figyelembe venni, hanem a rendszerben megengedett nyomást is. Nem szabad megfeledkezni arról sem, hogy a nyomás méretei MPa (Pa), Bar, Atm vagy kgf / cm2 (m2) értékekben adhatók meg.
A termékek geometriája és fajsúlya
A geometriát meghatározó fontos paraméter a termékek névleges furata. Amint már említettük, "DN" betűkkel jelöljük, és 10 és 200 közötti jelzők vannak. Ez a szükséges rész megválasztására vonatkozik: amikor a felhasználó ismeri a DN-t, az összes többi méretet automatikusan a karimához rendelik. Például egy DN 50 modell esetében a behúzási magasság 57-59 lesz; DN 80 ez az érték 89-91, és DN 100 - 108-110, ahol az első ábra a cső vagy az elágazó cső belső átmérőjét, a második pedig a külső átmérőt jelöli.
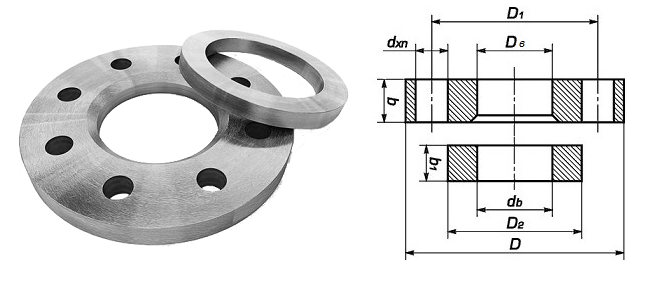
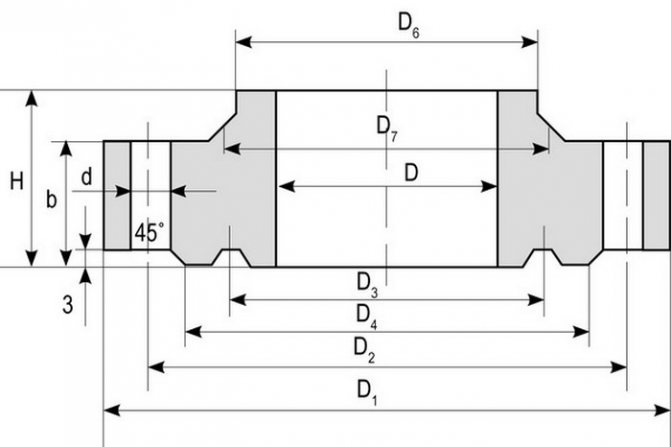
Lapos karimás rajz
Egy másik fontos mutató a karimák súlya. Ez nem csak a térfogattól, a mérettől és a magasságtól függ, hanem a geometriájától, a gyártási anyagtól is. Érdemes példát mondani: a GOST 12820-80 szerinti, lapos típusú DN 100 karima súlya 2,85 kg, míg az azonos átmérőjű, de a GOST 12821-80 szerinti gallér típusú karima súlya 4,4 kg. Ez azt jelenti, hogy a gallérperemek nehezebbek, mint a lapos darabok.
A csatlakozó alkatrészek gyártásának anyaga
A fő elem, a karima, túlnyomórészt acélból (szén, gyengén ötvözött, rozsdamentes) és öntöttvasból (képlékeny és szürke típusú) készül. Kevésbé használják a polipropilént, titánt, alumíniumot, bronzot és sárgarézet. A polipropilén használata csak az utóbbi években terjedt el. A telepítés főként műanyag csövekhez történik.

A termék (márka) anyagára vonatkozó követelményeket a hőmérsékleti rend, a csővezeték nyomása és egyéb paraméterek határozzák meg. A fémminőség nyomástól és megengedett hőmérséklettől való függésének táblázatait a GOST szabványai állapítják meg. A szabványos változatban a karimák gyártása során olyan anyagot használnak, amely megegyezik a csővezeték összetételével vagy a termékek beszerelésének helyével.
Különleges követelményeket támasztanak nemcsak a karimák gyártására szolgáló anyagra, hanem a csatlakozás tömítőelemeire is. A tömítések biztosítják a szorosságot. Elõállításukhoz különbözõ jellemzõkkel bíró technikai gumit használnak: ellenáll savaknak, lúgoknak, olajoknak, benzinnek, magas hõmérsékletnek. A tömítés és az anyag típusát a csővezeték célja és a csatlakozás jellemzői határozzák meg. Ritkábban használt anyagok: seb-, fluor-műanyag vagy azbesztkarton.
Mik azok a karimák
Általában párban használják őket. Egyszerűbben fogalmazva, ez egy kerek vagy négyzet alakú rögzítőelem, amelybe egy csövet vagy más csőelemet helyeznek be. A következő csövet behelyezik a másik karimába, majd a két rögzítőelemet összecsavarozzák. Ehhez az alkatrész külső kerülete mentén nagy számú lyuk van kialakítva. Más típusú termékek kerülnek a cső végére. A cső és a karima kereszteződése hegesztett. Így összekötő elem csővezetékek, tartályok, edények, aknák, eszközök stb. Ehhez ki kell választania a megfelelő peremrögzítőket (csavarok, anyák, alátétek, csapok), amelyek típusa és szilárdsága közvetlenül függ a szállított közeg azonos nyomásától, hőmérsékletétől és típusától.
Meghúzási folyamat és a műveletek sorrendje

Miután a karimákat hegesztették, és egy tömítést szereltek közéjük, ellenőrizze, hogy az nem zavarja-e a rögzítőcsavarok vagy csapok felszerelését.
A csövek egyenletes meghúzásának biztosítása érdekében az összes csavart kis mértékben meghúzza. Ezután az első csavart meghúzzák, a második pedig az ellenkezője lesz stb. A meghúzási módszert "keresztbe" hívják - ez biztosítja a tömítés maximális egységességét és megakadályozza a csövek túlzott megterhelését.
Szigetelő karimás csatlakozások leírása, IFS rendeltetés.
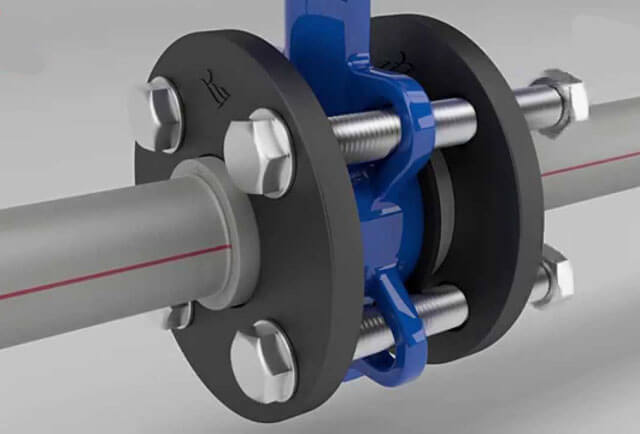
A szigetelő karimacsukló a csővezetékekben gyakran használt szerkezet, amely három karimából áll, amelyek között PON-B paronit tömítést használnak szigetelő tömítőanyagként. A peremeket csapok segítségével kötik össze egymással, amelyeket viszont fluoroplasztikus perselyekkel is elkülönítenek a karimától. A szigetelő karimás csatlakozás kialakítása három csavart is tartalmaz az elektromos műszerek csatlakoztatásához.
A szigetelő karimacsatlakozás olyan csővezeték-elem, amelynek célja a csővezeték kóbor áramoktól való védelme - az úgynevezett elektrokémiai korrózió. Az elektrokémiai korrózió problémája éles a föld alá fektetett csővezetékek üzemeltetésében. Azok a kóbor áramok, amelyek nem megbízható szigetelésű csövekbe hatolnak, biztonságosak a bejáratnál, de a kijáratnál veszélyes anódzónát hoznak létre, amelyben a fém elektromos áram hatására fokozatosan elpusztul. Ezt követően repedések jelenhetnek meg a rendszerben, amelyek szivárgásokhoz és balesetekhez vezethetnek a csővezeték rendszerében.
Az IFS gyártása során 09g2 acélból készült palákat, fluoroplasztikus tömítéseket és perselyeket, 40x acélból készült vasalatokat (a GOST 12816 szerint) használnak.
Az IFS telepítésének esetei:
• a csővezeték szakaszok elágazásainál a fővezetéktől;
• a kóboráram valószínűsíthető forrásainak közelében lévő tárgyak lehetnek elektromos alállomások, villamosraktárak, javítóbázisok;
• a csővezeték telepítésekor, ha részei különböző fémekből készülnek;
• leválasztani a szigetelt csővezetéket a különféle potenciálisan veszélyes építményekről vagy az ilyen létesítmények bejáratánál;
• a csővezeték-rendszer kivezetésénél a szállító területéről és annak bejáratánál a fogyasztó területére;
• a gázelosztó pontok és a gázelosztó állomások be- és kimeneteinek függőlegesen emelt szakaszain.
A szigetelő karimás csatlakozás két, a GOST 12820-80 vagy a GOST 12821-80 szerint gyártott karimából készül.
A GOST 12820-80 szerinti karimák alkalmazásakor a csatlakozások nem szétválasztható felszerelésének biztosítása érdekében a csatlakozások telepítésekor acélcsöveket hegesztenek a karimákhoz. Ez lehetővé teszi az ízületek hegesztését anélkül, hogy félne a túlmelegedéstől, a tömítettség elvesztésétől vagy az elektromos szigetelő tulajdonságok elvesztésétől.
Jellemzők és jellemzők
A karimás tartók fő jellemzője a tervezési jellemzők. Oroszországban és a FÁK-országokban a következő szabványok a legnépszerűbbek:
- GOST 12820-80. Meghatározza a hegesztett karimák lapos típusának tervezési különbségeit.
- GOST 12821-80. Meghatározza a hegesztett peremek tervezési jellemzőit.
- GOST 12822-80. Ez a dokumentum meghatározza a hegesztett korongon szabad acélperemek szerkezeti jellemzőit.
Az e három fő csoportba tartozó készülékeket úgy tervezték, hogy közvetlenül kapcsolódjanak a hálózathoz és a berendezésekhez. A bemutatott mechanizmusok bármelyikének telepítési feltételei eltérőek.
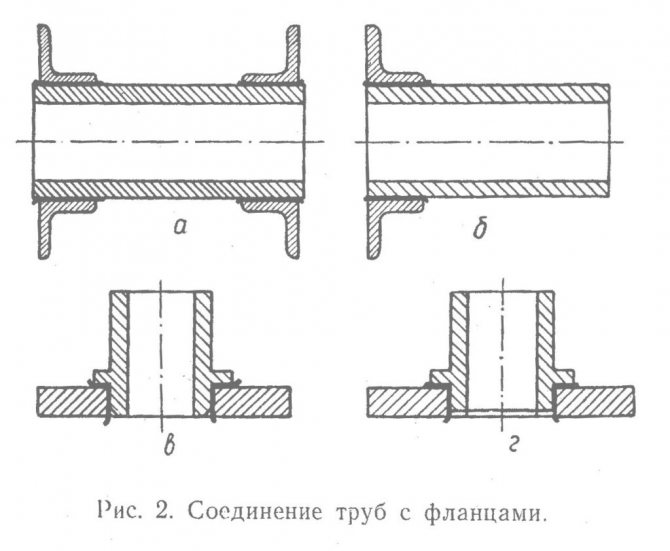
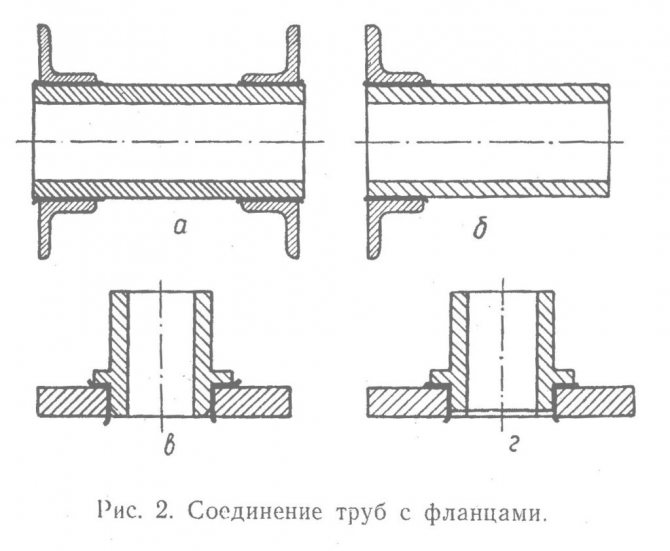
Lapos hegesztett acél alkatrészek. A telepítési tevékenységek során egy ilyen elemet "nyomnak" a csőre, majd ezt követően egy hegesztési varrattal hegesztik körülötte.

Hegesztett acélszerkezet. Ennek az acél alkatrésznek az első opcióhoz képest történő telepítése csak egy hegesztett varrat jelenlétét teszi szükségessé - a csatlakozást.
Ilyen műveletekkel a cső végrészét és a csatlakozó mechanizmus "gallérját" végről-végre rögzítik. Ez jelentősen leegyszerűsíti az alkatrész rögzítésének folyamatát és csökkenti a telepítésre fordított időt.

Laza acélszerkezet hegesztett gyűrűn. Ez magában foglalja a fő részt és a gyűrűt, és ezeknek ugyanolyan feltételes térfogatnak és nyomásnak kell lenniük.
Ha párhuzamot vonunk a korábban jelzett opciókkal, akkor ebben a mechanizmusban a telepítés egyszerűsége magasabb szinten van, mert maga a lemez rá van hegesztve a csövekre, és a karima szabad helyen marad.
Ennek köszönhetően a csavarlyukak csatlakoztatása a szabadon elhelyezkedő alkatrészeken és a szelep hasonló mechanizmusán nehézségek nélkül, még nehezen hozzáférhető helyen is történik. Ezzel a csatlakozással szintén nem szükséges a csövet elforgatni.
Használatuk pozitív vonatkozásai között szerepel, hogy a rozsdamentes acélcső kiválasztásakor rozsdamentes acél gyűrűt és szénacélból készült karimaszerkezetet tehetünk.
Más osztályozásokat használnak a világon, például:
- A DIN a német szabvány, az európai országokban érvényes;
- Az ANSI / ASME egy amerikai szabvány, amely Japánban, az USA-ban és Ausztráliában érvényes.
Ezeket a szabványokat speciális táblázatokban fordítják le, ahol egyértelműen jelzik, hogy melyik szabvány határozza meg az adott termék jellemzőit.
Peremtömítő felületek

Mint már említettük, ezeket az acélcsövekhez készült termékeket a GOST szabványoknak megfelelően gyártják. Az ilyen megerősítő kötőelemek a következő kivitelű tömítőfelületekkel készülnek:
- Sík, jelzett - A.
- Üreges. Kijelölt - F.
- Horony. Megnevezése D és M.
- Lencsetömítésekhez. Ennek az opciónak a megnevezése K.
- Nyúlvány a csatlakozáshoz. V. jelöléssel
- Kiemelkedés. Meg van jelölve - E.
- Tüske. Ezt a fajt C és
- Ovális szakaszos tömítésekhez. Ennek a fajnak a megnevezése J.
A szelepperemeket A, B, D, F, J, K, M típusú tömítőfelületekkel kell gyártani. A szelepperemek tömítőfelületeinek egyéb változatai csak az ügyfelek kérésére engedélyezettek.
Az A, B, C, D, E, F tömítőfelületű karimákat olyan tömítésekkel kell használni, amelyek ilyen tömítésekkel vannak lezárva:
- fogazott;
- fém;
- grafit;
- metallografit.
A karimákat azoknak a követelményeknek megfelelően gyártják, amelyek biztosítják a geometriai méretek és a mechanikai jellemzők fenntartását.
Például lapos peremeket lehet hegesztéssel előállítani, ha a varrat hegesztésének feltételei fennmaradnak működés közben, akkor ezt a készüléken lévő szakasz teljes hosszában kell végrehajtani. Az ilyen varratok minőségi szintjét ajánlott ultrahanggal ellenőrizni.
Videó
Az acél fenékhegesztett termékeket előnyösebb kovácsdarabokból, sajtolásokból vagy szalagokból készíteni. Az ilyen termékek esetében semmiképpen sem szabad lemezfémet venni és az esztergálási módszert alkalmazni.
Rendszerint a gyártási módot a gyártó határozza meg, abban az esetben, ha a vásárló ezt az alkalmazás során még nem tárgyalta meg.
Kerek és négyzet alakú kilátás
A konstrukció típusa szerint az adatok jellemzik:
- A feltételes áthaladás értékét milliméterben mérjük és DU-val jelöljük.
- A feltételes nyomás értéke. Mérése kgf / cm2.
- Nyersanyagként használt anyag.
- Közvetlen végrehajtás. Ebben a helyzetben egytől kilencig terjedő számokat használnak, ezek jelzik a tömítés alá telepítendő felület kívánt típusát.
A csövek acélperemes csatlakozásainak technológiai jellemzői közvetlenül kapcsolódnak a munkához szükséges technológiai folyamatokhoz és munkadarabokhoz.
A gyártási típus szerinti peremek kerekek és szögletesek.Jelenleg a csővezetékek szerelvényeinek száma, ahol négyzet alakú termékekre van szükség, nem annyira. De ennek ellenére az ilyen mechanizmusok nem veszítették el jelentőségüket.
Ezen okok miatt a GOST 12815-80-hoz viszonyítva a 40 kgf / cm2 -et meg nem haladó nyomásjelzőknél nemcsak kerek alakú mechanizmusok, hanem négyzet alakú típusok is rendelkezésre állnak.
Videó
Az acélcsövek ilyen termékére történő alkalmazásakor tudnia kell, hogy térfogata közvetlenül függ a feltételes nyomástól. A cső magasabb nyomási küszöbértékeihez nagy térfogatú szerkezeteket kell felszerelni.
A nyomás, amit ellen tudnak viselni

Ez egy nagyon jelentős mutató, amelyet ez a mechanizmus hordoz. Ezen paraméterek értékei a termék geometriai szabványméreteitől függenek. Ezt befolyásolja a tömítőfelületek változata is.
A hegeszthető laposacél termékek (GOST 12820-80) és a hegesztett tárcsa laza acél alkatrészei (GOST 12822-80) 25 kgf / cm2 terhelést képesek hordozni. És a végponttól végig hegesztett opciók (GOST 12821-80) akár 200 kgf / cm2-ig is hordozzák a hatást.
Az érték ilyen helyzetekben különféle ábrázolásokban jelenik meg, ezek a következők:
- Pa;
- MPa;
- atm;
- kgf / cm2 és mások.
De ennek a vonalnak a termékeit kiadva a fő mérési paraméter kgf / cm2.




Szigetelő karimás csatlakozások a gázvezetéken
Központi raktár és összeszerelési terület
pozíció. Ridge, st. Sputnik / st. Kurgan, 330-37-01, 246-53-78
Az LLC "Stroykomplekt" az IFS tanúsított gyártója (gázvezetékek szigetelő csatlakozása, szigetelő karimás csatlakozás). A tanúsító szerv által kiállított С-RU.АE56.B.00987 TP 0681219 számú megfelelőségi tanúsítvány. Érvényes: 2011.06.06-tól 2016.06.05-ig. ...
Különleges megrendelés lehetséges alkatrészek és IFS gyártására (szigetelő peremes csatlakozás, gázvezetékek szigetelő csatlakozása) DN-ig 300-ig.
Az IFS (szigetelő peremes csatlakozás), a gázvezetékek szigetelő csatlakozása) a csővezeték két szakaszának szilárdan szoros összekötése, amely egy elektromosan szigetelő tömítés és perselyek segítségével megakadályozza az elektromos áram áthaladását a csővezeték mentén. Az IFS (szigetelő karimás csatlakozás, gázvezetékek szigetelő csatlakozása) három karimából áll. PON-B paronit tömítést használtak közöttük tömítőanyag-szigetelőként. A karimák összekapcsolását csapok biztosítják, amelyeket fluoroplasztikus perselyek választanak el a karimától. Három csavar található az elektromos mérőeszközök csatlakoztatásához az IFS kivitelben (szigetelő karima csatlakozás, gázvezetékek szigetelő csatlakozása).
Technikai sajátosságok:
A közeg névleges nyomása (PN) 10, 16, 25 kgf / cm2 A közeg hőmérséklete: -30 és 250 ° C között. Ellenállás 1 kV feszültségen, legalább 5 MΩ
Megfelel a GOST 12816-80 számú tanúsítványnak, ROSS RU.AYU96.B03259, kelte: 04/12/05, AYu96.V00415, No. 05/07/01.
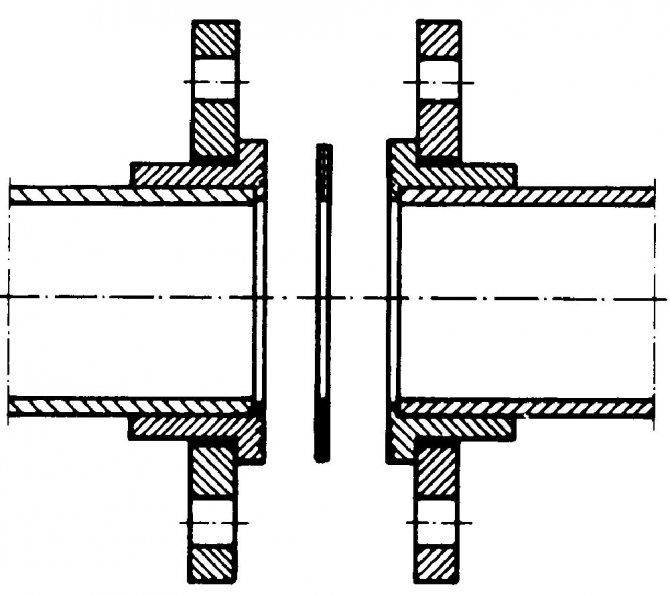
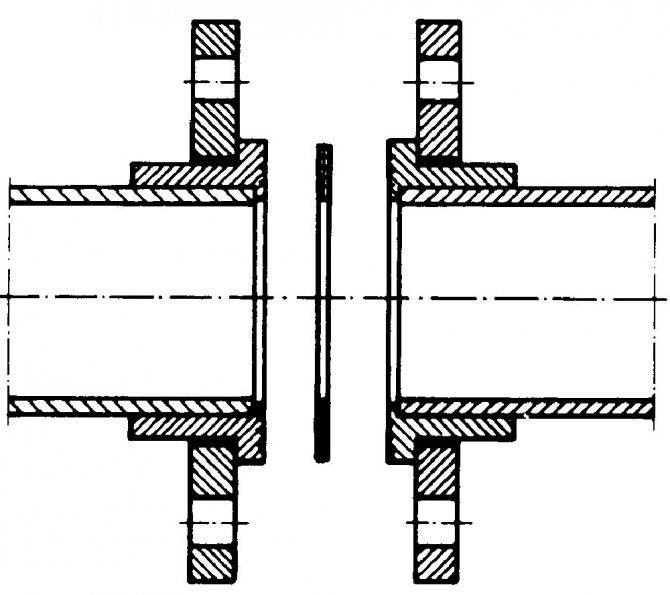
1. ábra Szigetelő karimás csatlakozás
Technikai leírás:
Az IFS (gázvezetékek szigetelő csatlakozása, szigetelő perem csatlakozás) a csővezeték két szakaszának szilárdan szoros összekötése, amely egy elektromosan szigetelő tömítés és perselyek segítségével megakadályozza az elektromos áram áthaladását a csővezeték mentén. Az IFS (gázvezetékek szigetelő csatlakozása, szigetelő karima csatlakozása) kialakítását az 1. ábra mutatja. Az IFS (gázvezetékek szigetelő csatlakozása, szigetelő peremes csatlakozás) három karimából áll (1. és 3. poz.). PON-B paronit tömítést (5. tétel) használnak tömítésként közöttük. A karimák (1. és 3. poz.) Csatlakozását egy csap (4. poz.) Rögzíti, amelyet egy fluoroplasztikus persely (2. poz.) Választ el a karimától (1. poz.). Három csavar (6. tétel) van felszerelve az elektromos mérőeszközök csatlakoztatásához az IFS kialakításakor (gázvezetékek szigetelő csatlakozása, szigetelő karimás csatlakozás).
Karima nyomásosztályok
Az Asme (Asni) szabványok szerint gyártott alkatrészeket mindig számos paraméter jellemzi. Ezen paraméterek egyike a névleges nyomás. Ebben az esetben a termék átmérőjének meg kell felelnie a nyomásának a megállapított minták szerint. A névleges átmérőt a "ДУ" vagy "DN" betűk kombinációja jelzi, amely után egy szám jellemzi magát az átmérőt. A névleges nyomást "RU" vagy "PN" értékben mérik.
Karimás rajz különféle jelölésekkel
Az amerikai rendszer nyomásosztályai megfelelnek az MPa-ba történő átalakításnak:
- 150 psi - 1,03 MPa;
- 300 psi - 2,07 MPa;
- 400 psi - 2,76 MPa;
- 600 psi - 4,14 MPa;
- 900 psi - 6,21 MPa;
- 1500 psi - 10,34 MPa;
- 2000 psi - 13,79 MPa;
- 3000 psi - 20,68 MPa.
MPa-ból lefordítva minden osztály megadja a karima nyomását kgf / cm²-ben. A nyomásosztály határozza meg, hogy a kiválasztott alkatrészt hol használják.
Peremfajták
Cégünk hivatalos honlapján egy virtuális katalógust mutatnak be, amelyben az összes eladott szerelvény tematikus szakaszok szerint kerül elhelyezésre. Ebben külön helyet osztanak ki a karimák számára, amelyek nemcsak a módosítással, hanem a következő paraméterekkel is különböznek egymástól:
- a telepítés módszerével;
- hatálya szerint;
- a gyártásukhoz felhasznált anyagokról;
- működési paraméterekkel.
Lapos és galléros peremek állnak ma vásárlóink rendelkezésére. Az ásványok előállítására és kitermelésére szakosodott gazdasági társaságok aktívan használják őket.
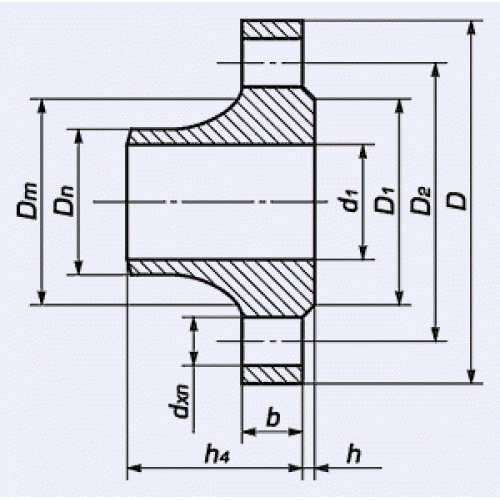
A gallérperemek jellemzői
A gallérperemek gyártása során a gyártók különféle erősségű, nagy szilárdságú acélt használnak fő nyersanyagként. A késztermékek képesek elviselni 1-10 MPa nyomást, és különböző üzemi hőmérsékleteken működtethetők, ezért a következőképpen osztályozzák őket:
- 20. és 25. sz. acélminőség - a karima a - 30 fokos hőmérsékleten is elvégzi a számára kijelölt funkciókat;
- szerkezeti acélminőségek - a karimák rendkívül alacsony hőmérsékleten, akár 70 fokig is működtethetők.
A gallérperemek tervezési jellemzői közé tartozik a felületükön csonka kiemelkedések jelenléte. Ennek az elemnek a feladata hermetikus csőcsatlakozás biztosítása.
A lapos karimák technikai képességei
A lapos peremeket gyártási környezetben, csúcstechnológiás berendezésekkel és modern műszaki szabványokkal állítják elő. A kész termékek teljes mértékben megfelelnek az állami normáknak és szabványoknak, és a kísérő dokumentációval és a vonatkozó tanúsítványokkal együtt értékesítésre kerülnek. A lapos karimák fő célja leválasztható csőcsatlakozások biztosítása az elzáró szelepek és rendszerek csővezetékeinek és vezérlőegységeinek telepítése során. Meg kell jegyezni, hogy az ilyen peremek gyors szétszerelésének lehetősége ellenére használatuk garantálja a mérnöki kommunikáció legszorosabb csatlakozását. Ezek a szerelvények hosszú évtizedekig képesek ellátni funkcióikat széles hőmérsékleti tartományban: + 300 és - 70 fok között. A TK Engineering cég honlapjának látogatói hozzáférhetnek a lapos acélperemek különféle módosításaihoz, amelyek a következő típusokból készülnek:
- hőálló;
- rozsdamentes;
- ötvözött stb.
Kínálunk még:
Lapos acél karimák
Karimás csatlakozó alkatrészek és szabványosítás
A karimás csatlakozás rögzítőelemek és hegesztés útján történik. A csatlakozó készlet több elemet tartalmaz:
- Karima - egy lapos profil fém része szimmetrikusan elhelyezett furatokkal a felszereléshez.
- Rögzítők.
- Tömítések - hézagtömítések.
A karimás rögzítők több elemből állnak - csapok vagy csavarok, alátétek (metszetek) és anyák. A kötőelemek különféle anyagokból készülnek, és egy adott típusú karimához használják, figyelembe véve a furat milliméterben kifejezett átmérőjét. A menetes csatlakozások normál menetemelkedési paraméterekkel rendelkeznek. A metrikus típus milliméterben, a hüvelyk hüvelykben van megadva. A kapcsolat rögzítésének követelményeit szabályozási dokumentumok és állami szabványok határozzák meg.
A karimák telepítésekor rögzítőelemeket használnak:
- Csavarok - rúd, amelynek egyik részén menetes menet van, a másikon sokoldalú fej. A standard paraméter a milliméterben meghatározott csavarhossz és a metrikus menet.
- A hajtű egy rúd alakú rész, amelynek mindkét végén szálak vannak. Az egyik menetes csatlakozást a főszerkezetbe telepítik, a második részt anyával rögzítik. Bizonyos esetekben a szerelést úgy végezzük, hogy anyákat szerelünk a csap mindkét végére.
- Anyák - lyukkal és sokszögű bevágással ellátott poliéder. A karimák csavarral történő meghúzására szolgál. Az alátétek felszerelésével egyidejűleg használják.
- Az alátét egy lapos, kerek darab, lyukkal, amely az anya alá illeszkedik. Nem engedi, hogy az anya rongálja a karima vagy az elzáró szelepek bevonatát, stabil rögzítést biztosít a rögzítők számára, kiküszöböli a torzulásokat a helyzetben és maximálisan rögzíti. Alátéteket használnak nyomás, vég, zár típusú.
- A metszet egy négyzet alakú, kerek vágású alátét, edzett acélból. A gravírozót az anya és a lapos alátét közé telepítik, és úgy tervezték, hogy megvédje az anya fellazulását.
A karimás csatlakozó készlet egyes részeinek egységes paraméterei vannak, amelyek megfelelnek a nemzeti és nemzetközi szabványoknak. Hazánkban a GOST szabványosítást alkalmazzák, a DIN Európában érvényes, számos országban (Japán, USA és mások) az amerikai ANSI / ASME rendszer alkalmazható.
A karimák egyértelmű besorolása lehetővé teszi a csatlakozási elemek használatát a különböző országokban a paraméterek további módosítása nélkül. A szabványok megnevezéseinek osztályozásában mutatkozó különbségek könnyen kiküszöbölhetők a fordítási táblázatok segítségével.
A szabványos termékek mellett szükség van nem szabványos átmérőjű és rögzítő elemek elhelyezésére szolgáló karimákra. Az egyedi gyártmányú alkatrészek tartalmazhatnak füleket, további furatokat vagy hornyokat. A termékeket egyedi megrendelések és rajzok alapján gyártják, lehetővé téve a szűk technológiai problémák megoldását.
Miből készültek?
A karimák acélból készülnek. A szállított közeg üzemi nyomásától, hőmérsékletétől és típusától (gőz, gáz, olaj, víz) függően vagy speciális ötvözetből, vagy hagyományos szén- és rozsdamentes acélból készülnek.
Fő típusok:
- a leggyakoribbak a hagyományos lapos hegesztőperemek;
- az acél gallér peremek tartósabbak és kényelmesebbek;
- nehezen hozzáférhető helyeken történő telepítéshez leggyakrabban a hegesztett gyűrű szabad karimáját használják;
- nem szabványos karimák, amelyeket egyedi rajzok alapján készítenek egy adott megrendelésre.
Vegye figyelembe a legnépszerűbb terméklehetőségeket.
Karimatípusok
Tehát, a karima elsősorban hardver. Az alkalmazástól függően ezek a részek lehetnek laposak, gallérosak, szabadok. A kialakítás nem sokban különbözik egymástól. A gallérperemeknek kicsi kúpszerű vetülete van. Gyakran gallérnak hívják. Ezt a típusú karimát akkor használják, amikor az alkatrészeket fenékhegesztésre van szükség. Ez a kiemelkedés segít a csőszerelvények szoros összekapcsolásában. Akkor is szükségesek, ha a csővezetékeket tartályokba vagy más műszaki berendezésekbe szállítják. Ezen karimák legfőbb előnye, hogy többször is használhatók.Ezek a hardverek tartós anyagokból készülnek, és ez lehetővé teszi azok olyan munkákban történő felhasználását, ahol a hőmérséklet -253 és +600 Celsius fok között mozog.

Mi az a lapos karima? Ez egy olyan hardver, amely hasonlít egy lyukas lemezre. Akkor használják, ha csatlakoznia kell a szerelvények, tengelyek, edények, csővezetékek, eszközök és hasonlók alkatrészeihez. Ezzel az elemmel szorosan rögzítheti a csővezetékek egyes részeit.
Laza karima - mi ez? Ez a nézet nem sokban különbözik a fent felsoroltaktól. Két részből áll: egy szabályos karimából és egy gyűrűből
Fontos, hogy ugyanabból az anyagból készüljenek, átmérőjük és nyomásuk azonos legyen. Ott használják, ahol a legnehezebb a munka, ahol a telepítés nehéz.
A két rész miatt a kapcsolat szoros és erős lesz. Először egy hagyományos karimát csatlakoztatnak (hegesztik), majd a másik gyűrűt biztonságosan el lehet forgatni működés közben.
Cél és hatály
A 32 mm-nél nagyobb átmérőjű csővezetékeken karimás csatlakozások telepíthetők. Ily módon az elágazó rendszereket az ipari és vegyi üzemekben, a gáz- és olajiparban, a lakáselosztó hálózatokban és a kommunális szolgáltatásokban szerelik fel. Házon belüli csővezetékek fektetéséhez ezt a típusú csatlakozást ritkán használják.
Karimahézagokra van szükség a következők érdekében:
- csatlakoztassa a csöveket egymáshoz vagy különböző anyagokból készült berendezésekhez;
- elzáró és szabályozó szelepeket kell felszerelni;
- tiszta csővezetékek;
- beágyazott mérőeszközök;
- vágja le a csőszakaszt javítás céljából.
Hogyan jön létre a karimás csatlakozás?
Amikor a csővezeték két részét össze kell kötni, acélperemet kell hegeszteni a csőhöz. Az ilyen rögzítést karimás csatlakozásnak nevezik, és a jövőben lehetővé teszi a csővezeték szétszerelését a javítások elvégzése érdekében. Az összeszerelés módjának megértéséhez részletesen meg kell fontolnia a folyamatot:
- Két elem összekapcsolásához olyan lapos részeket használnak, amelyek közepén lyuk van, ahol a cső végét behelyezik.
- A gyűrű kerületén lyukak vannak - rögzítőelemeket helyeznek bele: csavarok vagy csapok anyákkal.
- A csatlakozás leválasztható lesz, így tömítésekkel lesz lezárva. Peremes csatlakozás két cső összekapcsolására vagy egy cső csatlakoztatására van szükség egy karimás bemeneti csővel ellátott tartályhoz.
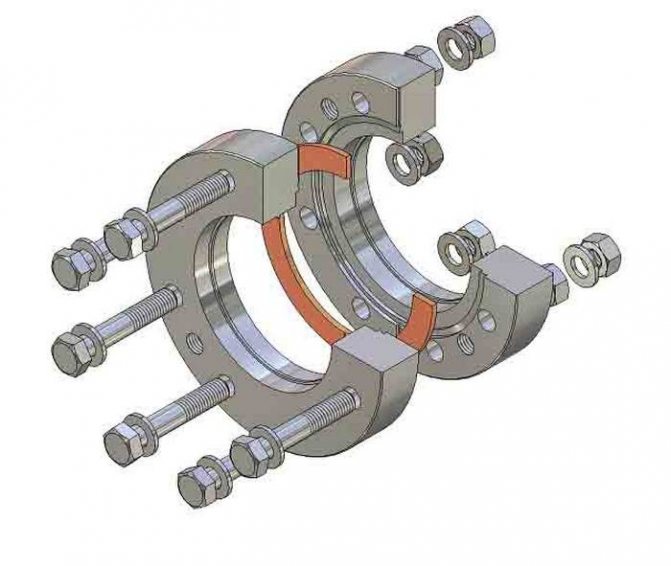
Szemléltető példa a karimás csatlakozásra
A karima saját kezűleg készíthető - egy ilyen részlet tökéletes a tárgyak élesítésére szolgáló gép hegyezőjéhez.
Összetett gyártási eszközök
Két csőrész független csatlakoztatásához szerszámokat kell előkészíteni. Alapvetően ez a berendezés a karimák kerületén lévő csavaros kötések meghúzására szolgál:
- kézi kulcs;
- csavarkulcs;
- pneumatikus ütőkulcs;
- hidraulikus nyomatékkulcs;
- csavarfeszítő hidraulikus típus.
Dokkolás a csöveken
Ezenkívül szükség lesz egy speciális kenőanyagra, amelyet mindkét felületre felvisznek, hogy elkerüljék az alkatrészek közötti súrlódást és biztosítsák a nyomaték könnyűségét. A munka sorrendje egyszerű: először húzza meg az első csavart, majd húzza meg az elsőtől átlósan 180 fokos meghúzást. Ezután a másodiktól 90 fokos szögben elhelyezkedő csavarhoz mennek, és onnan a szemköztihez.
Tippek a mesterektől
Számos hasznos ajánlás érkezik profi kézművesektől, akik segítenek először megbirkózni a karimás csatlakozással:
- Ha az alkatrészeknek 4 furata van, akkor a csavarokat keresztben kell meghúzni.
- A szerkezet felületét zsírtalanítani kell, korróziót és rozsdát kell ellenőrizni.
- Javasoljuk, hogy csak új tömítéseket használjon, és azokat szigorúan középen kell felszerelni.
- A csavarok meghúzási nyomatékának egyenletesnek kell lennie - ez az egyetlen módja a megbízható és szoros karimacsatlakozás biztosításának.

Csatlakoztatott csövek karimákkal
A karima jövőbeni eltávolítása érdekében speciális gépeket használnak, amelyek segítenek annak furatában és a csavarok meglazításában. Az alkatrészeket manuálisan nehéz eltávolítani, ezért pneumatikus szerszámokat használnak.
A csövek karimával történő összekapcsolása kényelmes és megbízható két rész összekapcsolásának módja. A jövőben segíti a csővezeték javítását az összekötő elemek eltávolításával, míg a hegesztés nem teszi lehetővé ezt az eljárást. Kiválasztása a munkakörülményeknek, a hőmérsékletnek és a csőátmérőnek megfelelően történik.


Karimás csatlakozási funkciók és jellemzők
Mi az a csőperem? Ez egy gyűrű alakú (ritkábban négyzet vagy téglalap alakú) lapos acéllemez. Középen van egy lyuk rajta, ahová a cső végszakasza beillesztésre kerül. A lemez élei több furattal vannak ellátva, amelyek egymástól azonos távolságban helyezkednek el: csavarokat vagy csapokat vezetnek át rajtuk, és rögzítik anyákkal.
A peremes csőcsatlakozások jó alternatívát jelentenek a hegesztés és a tengelykapcsolók számára, a gyors összeszerelés és szétszerelés lehetőségével. A telepítést a végrész és az átmenő perem egymáshoz való hegesztése kíséri. Ezután a két lemezt megfelelő méretű kulcsok segítségével húzzák össze egymással. Nagy karimákhoz csőkarokra van szükség a meghúzáskor.
A dokkolás légmentessé tételéhez gumit vagy fluoroplasztikus tömítést használnak. Ezenkívül, ha szükség van a csővezeték egyes szakaszainak átfedésére a javításokhoz, akkor speciális dugók használatát tervezik. Ily módon a csővezetékek különféle eszközökhöz és technológiai tartályokhoz köthetők: ezek elsősorban hőcserélők. Ehhez a cső vége hegesztett peremmel van felszerelve, amely az egység szívócsövéhez van csatlakoztatva.
A karimák az alkalmazás típusa szerint a következő típusokra vannak felosztva:
- Külön csővezetékszakaszok csatlakoznak egymáshoz. 0,1 - 20 MPa nyomásra tervezték (GOST # 12815).
- Lehetőség biztosítása a csővezetékek felszereléssel és tartályokkal való összekapcsolására (GOST # 28759).
A karimacsatlakozások kiszámításához van egy speciális szakirodalom megfelelő táblázatokkal.
Miből áll a rész
Az iparban acélperemeket használnak, de változik az acél is, amelyből az alkatrész készül. Az acélperemek jelölése meghatározza, hogy milyen körülmények között a legjobb az adott alkatrészt használni:
- Az acél 20 a leggyakrabban használt alapanyag. Ez szénacél, az abból készült alkatrészeket szerelvények összeszerelésére használják az autópályákon, ahol a külső hőmérséklet nem alacsonyabb, mint –40 fok, a belső mutatók pedig nem magasabbak, mint +475 fok.
- Acél 09g2s - acél nikkel, króm és molibdén ötvözeteiből, hegesztésre. Az ebből az anyagból készült termékek –70 fokos külső hőmérsékleten használhatók.
- 12Х18Н10Т - kriogén acél. Az ilyen anyagból készült alkatrészek agresszív környezetben használhatók, például lúgokkal és savakkal. A megengedett hőmérséklet - 196 fok és +350 fok között van.
- 10Х17Н13М2Т - korrózióálló közönséges acél. A kötőelemeket különösen extrém körülmények között használják, mert ellenáll a stressz-korróziónak. Üzemi hőmérséklet -196 és +600 fok között.
- 15Х5М - alacsony ötvözetű hőálló acél. Az ilyen termékek magas ellenálló képességgel bírnak az oxidációval + 600-650 fokos hőmérsékleten.
Ezeket a márkákat használják a leggyakrabban, azonban a gyártók rajtuk kívül más alapanyagokat is használnak.Vannak polipropilén modellek - a polipropilén csövek fémszelepekkel történő összekapcsolására szolgálnak. Az ilyen anyag üzemi hőmérséklete sokkal alacsonyabb - +80 fok. A karimához tartozó gallér egy készletben értékesíthető nekik - egy speciális rész a polipropilénből készült karimacsatlakozás létrehozásához.

Polipropilén perem
Az acél és a propilén mellett kétféle öntöttvasat használnak - alakítható és szürke. A gömbgrafitos vasból készült alkatrészeket -30 és +400 fok közötti, a szürke öntöttvasból -15 és +300 fok közötti hőmérsékleten használják.
Karima kialakításának sajátosságai
Mi a karimás csőcsatlakozás? A fenti csatlakozólemezeken kívül a karimás rögzítők tartalmaznak egy csavart (opcionálisan egy csapot), egy anyát és egy alátétet. A szabályozási követelményekből következően (GOST No. 12816) a csővezetékek felszerelhetők csavarokkal, ahol a munkaközeg nyomása nem haladja meg a 25 MPa-t. Ha ezt a paramétert túllépik, ajánlott acélrúd alakú rögzítőcsapot használni, mindkét végén menettel. A csapos csatlakozásokat nagyságrenddel erősebbnek tekintik, mint a csavarok használata esetén.
A 100 MPa feletti nyomású acélvezetékeken a karimacsatlakozásokat 35-ös acélból készült csapokkal kell felszerelni. Ha a nyomás 100 MPa alatt van, akkor 20 acélból készült csapok is megfelelnek. A karimás alátétek olyan lemezek, amelyeket anya vagy csavar alá helyeznek, hogy növeljék a lábnyomukat. Általában acélból készülnek. Csavarok, csapok és alátétek karimás csatlakozásaihoz megengedett a 8.8, 6.6 és 5.6 szilárdsági osztály.
Ami az agresszív folyékony anyagok szállítására szolgáló csővezetékeket illeti, speciális védőburkolatot kell felszerelni. Olyan burkolata van, amelynek előállításához hidrofób textíliákat, acéllemezt vagy hőálló polimereket használnak: megakadályozzák a munkaközeg fröccsenését abban az esetben, ha a karimás csatlakozás nyomásmentes.
A védőburkolatok átmérője 15 és 1200 mm között lehet. A legnépszerűbbek ebből a szempontból a fluoroplasztikus termékek, amelyek kényelmesen elviselik a hőmérsékletet -200 és +230 fok között, anélkül, hogy hosszú ideig deformálódnának. Ezenkívül az ilyen burkolatok elég könnyűek, ezért nincs további terhelés a vonalon. Az értékesítést szétszerelt formában mutatják be, a működés helyszínén történő összeszereléshez a megfelelő diagramot csatolják.
Szigetelő karimás csatlakozások
Így egyszerre nem szívja fel a nedvességet, és elkerüli az elektromos áram áthaladását a csővezetéken. Néha a tömítések fluoroplasztikus vagy vinil műanyagból is készülnek. Az IFS tartalmaz rudakat, poliamid perselyeket, alátéteket és anyákat is. Ezeknek a hardvereknek köszönhetően a karimákat összehúzzák és rögzítik ebben a helyzetben. Csak a karimagyártásunkat rendelje meg.
Általában a szigetelő karimás csatlakozások két csővezetékelem erős rögzítését jelentik. Fontos szerepet játszik benne egy elektromos szigetelő tömítés, amely lehetővé teszi az elektromos áram csővezetékbe jutásának kizárását. Átlagosan egy szigetelő karima csatlakozás ellenállása legalább 1000 ohm.
A karimák felszereléséhez és összekapcsolásához szükséges eszköz

Az acélcsővezetékek karimáinak telepítése a következő szerszámkészlettel történik:
- Daráló körrel a sztrippeléshez és a vágáshoz;
- A szükséges teljesítményű hegesztőgép;
- Lyukasztógép;
- Villáskulcs készlet csövek meghúzására. A legjobb megoldás egy nyomatékkulcs vagy légütő kulcs.
Fontos! A szerszám mellett fogyóeszközökre is szükség van: fúrók, ecsetek, kenőanyagok és festékek és lakkok, koronák stb. Mindez a telepítés körülményeitől, a tervezés bonyolultságától és a munka közbeni veszélytől függ.
A karimás típusú csőcsatlakozásnak nincs gyakorlati alkalmazása a mindennapi életben, ezt a technológiát a vállalkozásoknál és a gyáraknál használják. Ebben a tekintetben minden szerkezeti egységet szigorúan tesztelnek minden szabályozásnak megfelelően.
Annak ellenére, hogy a karimás csatlakozások könnyen telepíthetők a csőrendszerekre, a szerelési munkákat csak speciálisan képzett szerelőcsoportok végezhetik. A fokozott veszélyt jelentő rendszerekben (gázvezetékek, vízvezetékek és más nagy nyomású csővezetékek esetében) a teljes telepítési vagy javítási folyamat szükségszerűen egy mérnök felügyelete alatt zajlik.











